|
Just dial Diamond; D-I-A-M-O-N-D…
March 01, 2007
Detroit, MI -- If you lived in Detroit during the '80s and watched any TV at all, I'm sure you recall being pelted with commercials from the 'Diamond Factory', who's catch phrase at the end of their commercial was, "…just dial diamond; D-I-A-M-O-N-D…" The phrase was so catchy that not even a super lean nitrous tune up could burn it from your memory.
But who gives a crap about that diamond factory; the diamond factory we're more interested in is the one at the end of Automation Dr. in Clinton Twp. - where we get our nearly bomb-proof aluminum racing pistons!
Since 1968, Diamond Racing has been producing the highest quality racing parts around. In the late 90's, the company became solely dedicated to manufacturing forged pistons. Since that time, Diamond Racing has been known for their custom forged racing pistons and championship winning engines. Fully modernized machinery allows Diamond to offer their customers the state of the industry in precision machining. With their strong commitment to quality and dedication to customer service combined with an expanded shelf stock inventory that includes hundreds of part numbers that can be shipped the same day, Diamond can provide the ultimate in customer service.
We've had the pleasure of working with Diamond for the past several years and now that ET Performance has finished our cylinder heads, the next step in the process is to have Diamond Racing design and manufacture the latest in racing piston technology for the latest version of our nitrous addicted engines.
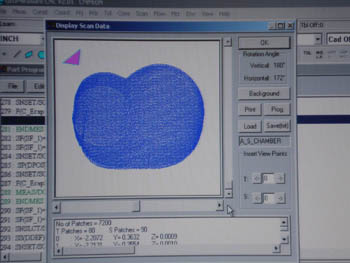
In the case of constructing a custom piston, the first step is to send Diamond a finished cylinder head or a combustion chamber mold. Luckily for us, Diamond is local so personally delivering a head & mock-up valves was the obvious choice. The cylinder head is given to Nick D'Agostino in Diamond's measurement lab where the combustion chambers will be digitally scanned. To begin, Nick lightly clamps the head to the measurement table just as a precaution against the head moving during the scanning process, even though it's highly unlikely that it would. Nick then commands the measurement machine to begin the lengthy chamber mapping process.
Nick describes the process this way; "Depending on the size of the chamber, and when I say 'size' its more bore diameter than chamber volume, I indicate the dowel holes and determine what my X and Y offsets are to locate the center of the chamber. From there, I run a quick scan of the boundary to define the area that the scan will stay within. When we run the full scan, the [measurement] machine will measure a set of lines in the Y-axis that are parallel to each other, from top to bottom of chamber, 0.050" apart. The machine then measures a point on that curve every 0.025" as it travels the length of path."
Think of it as slicing the chamber every 0.050" and then measuring the depth of that chamber slice every 0.025".
Nick continued, "With the typical big block, roughly 80-90 lines are read. In your specific case, we've determined it'll be exactly 91 curves. The average scan usually takes about 4-5 hours to run so I usually set-up a scan in the evening and let it run into the night." Nick then hands that data off to Diamond Racing design department. "When it's done we will know every detail of the chamber, which is then developed into a very detailed 3D CAD-model by our design team."
While that was going on, Diamond's Mike Panetta was busy finalizing the business below the combustion chambers. Mike worked closely with us and his people in the Diamond Engineering department to assure we'd have the ideal wrist pin, ring land, and skirt package for our demanding power-plants.
Now that all of the preliminary dimensional specs are known, Panetta and D'Agostino feed their data to Diamond's Design Department, where a CAD model of our piston is developed. This CAD model serves two purposes. It's used to program the machines in the shop when it comes time to produce our finished pistons, but first the CAD model is used to produce a Zircon rapid prototype to utilize during our engine mock-up assemblies. Zircon is a gypsum-based material that can be easily formed into the approximate shape of a piston. When the initial process is complete, the Zircon prototype is somewhat fragile and will not stand for much handling on it's own. Because of this, a coating of resin is applied to the entire Zircon substrate, inside and out, to give the piece a little more durability. This will also assure it can stand up to a secondary machining procedure; the final step in the prototyping process. This machining includes accurately turning the piston skirt and finishing the pin bore to guarantee the mock-up assembly is as precise as possible.
As soon as we had the piston in hand and our new camshaft in block, the piston mock up began to determine the final piston configuration. What we are primarily working to establish is the piston to valve clearance. Diamond's zircon mock up is built with extra deep valve reliefs to assure there is adequate room for measurements. After degreeing the camshaft and assembling a cylinder head, I verified the valve relief dimensions by dial indicator to check depth and a clay squeeze to check radial valve clearance. The procedure was a little tedious & time consuming, but went smoothly. Along with the obvious depth change, we're also going to laterally bump the position of the valve relief to make it's more concentric to the valve head at it's tightest position.
The mock up piston is now on it's way back to Diamond so that the prescribed revisions can be incorporated into the final piston design
To find out what Diamond Racing Products can do for you, call them toll free at (877) 552-2112 or visit their website www.DiamondRacing.net
Still to come… The complete low down on our brand new Applied Nitrous Technology multi-stage nitrous system and the second half of Diamond Racing Product's custom piston process! So don't go anywhere!
We'll be back after a short commercial break!
Ted & Tim Pelech
Pelech Bros. Racing
www.PelechBrosRacing.com
|